
Гну профильную трубу
Дело, казалось бы, простое – гну профильную трубу. Но на практике это часто превращается в головную боль. Заказчик хочет идеально ровный изгиб, инженер – соблюдение допустимых отклонений, а рабочий – чтобы все это было сделано быстро и без лишних хлопот. Часто недооценивают сложность задачи, особенно при работе с материалами разной марки и сечения. Этот текст – не учебник, а скорее набор наблюдений и опыта, накопленного за несколько лет работы в этой сфере. Мы поговорим о распространенных проблемах, способах их решения и о том, на что стоит обратить внимание, чтобы избежать разочарований.
Почему гнуть профиль – это не всегда тривиально
Первое, что приходит в голову, когда говорят о гибании профиля – это простое скручивание. Но это, как правило, приводит к деформациям и повышенному напряжению в материале. Особенно это заметно при работе с высокопрочной сталью. Мы часто сталкиваемся с ситуациями, когда после 'быстрой' гибки получаются трубу с волнистостями и даже трещинами. А это уже дополнительные расходы на доработку, а иногда и на полную замену детали. Поэтому, выбор метода гибки – это ключевой момент. Важно понимать, что каждая марки сталей обладает своими особенностями, и то, что хорошо работает с одним материалом, может оказаться совершенно непригодным для другого.
Не стоит забывать и про геометрию профиля. Простая труба – это одно, а вот сложные конструкции с переменным сечением требуют более тщательного подхода. Иногда необходимо использовать специальные шаблоны и приспособления, чтобы обеспечить точность изгиба. К тому же, важно учитывать направление волокон материала. Если гнуть против волокон, то вероятность разрушения значительно возрастает. Это особенно актуально при работе с тонкостенными профилями.
Решения для различных материалов и сечений
В нашей практике мы применяли разные подходы к гибанию. Для тонкостенных стальных профилей часто используют гильзное гибочное оборудование. Это позволяет получить плавный изгиб без деформаций. Однако, для более толстостенных профилей или при необходимости получения острых углов, лучше использовать вальцовочные станки. Важно правильно подобрать вал, чтобы избежать образования складок и царапин на поверхности. Кроме того, необходимо учитывать допустимый радиус гиба для конкретного материала. Превышение этого радиуса может привести к разрушению профиля.
Еще один вариант – использование гибочных труб. Это позволяет получить ровный изгиб с минимальными деформациями. Однако, этот способ требует определенного оборудования и квалификации. При работе с алюминиевыми профилями, следует использовать специальные гибочные приспособления, которые не повредят поверхность металла. В конечном итоге, выбор метода гибки зависит от множества факторов – материала, сечения профиля, требуемой точности и доступного оборудования. ООО Хуадянь Трубопроводная Арматура Группа Хайхао Хэбэй может предоставить консультации по выбору оптимального способа гибки.
На что обратить внимание при работе с профильным листом
Если речь идет не о профиле, а о профильном листе, то ситуация немного другая, но не менее сложная. Тут часто ошибаются, думая, что его можно согнуть любым образом. Однако, профильный лист, как правило, требует более деликатного обращения. Он более подвержен деформациям и может легко погнуться или даже сломаться.
Особенно важно учитывать толщину материала. Чем тоньше лист, тем выше риск деформации. При гибании тонких листов, необходимо использовать специальные приспособления и валы, чтобы избежать образования складок и вмятин. Также, следует избегать резких изгибов, так как они могут привести к разрушению материала. Лучше делать плавные, постепенные изгибы.
Примеры проблем и их решение
В прошлый раз у нас был заказ на гибание тонкого стального профильного листа под декоративные элементы. Изначально заказчик хотел использовать обычный гибочный станок, но это привело к образованию складок и деформаций. В результате, нам пришлось использовать вальцовочный станок с мягким валом и специальными приспособлениями. Это позволило получить ровный и аккуратный изгиб. Важно помнить, что даже небольшие отклонения от нормы могут быть заметны на готовом изделии.
Еще одна распространенная проблема – это неровный изгиб. Это может быть вызвано плохой фиксацией материала или неправильной настройкой оборудования. Чтобы избежать этого, необходимо тщательно фиксировать материал перед гибанием и регулярно проверять настройку оборудования. Кроме того, рекомендуется использовать специальные шаблоны и приспособления, чтобы обеспечить точность изгиба.
Ошибки, которых стоит избегать при гибании профиля стального
Хочу еще раз подчеркнуть, что гибание профиля стального – это не то, что можно делать на коленке. Не стоит экономить на оборудовании и расходных материалах. Дешевое оборудование и некачественные валы могут привести к деформации профиля и снижению его прочности.
Не стоит гнуть профиль слишком быстро. Это может привести к образованию складок и деформаций. Лучше делать плавные, постепенные изгибы. Также, не стоит гнуть профиль слишком сильно, так как это может привести к его разрушению. Важно соблюдать допустимый радиус гиба для конкретного материала.
Безопасность прежде всего
Работа с гибочным оборудованием требует соблюдения мер безопасности. Необходимо использовать защитные очки и перчатки. Нельзя допускать попадания посторонних предметов в рабочую зону. Важно помнить, что работа с металлом может быть опасной, и необходимо соблюдать все правила техники безопасности. Компания ООО Хуадянь Трубопроводная Арматура Группа Хайхао Хэбэй строго следит за соблюдением техники безопасности при работе с металлом.
Заключение: Перфекционизм и опыт
В конечном итоге, успешное гибание профиля требует сочетания теоретических знаний и практического опыта. Не стоит бояться экспериментировать, но всегда необходимо помнить о безопасности и соблюдать технологию. Иногда, даже самые опытные мастера допускают ошибки, но важно учиться на них и не повторять их в будущем. Мы всегда готовы поделиться своим опытом и помочь вам решить любые вопросы, связанные с гибанием профиля. Наша техническая команда из 83 инженеров и техников, включая одного старшего инженера, 25 инженеров и 28 помощников инженеров, имеет богатый опыт работы с различными материалами и профилями. Мы уверены, что сможем предложить вам оптимальное решение для вашей задачи.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
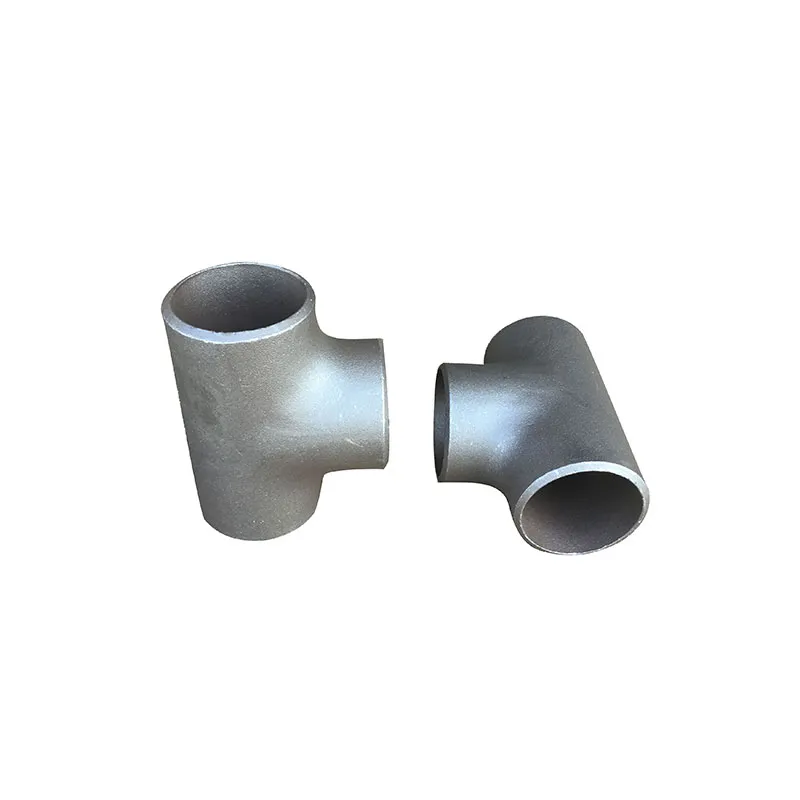
 Тройники сталь 20 ГОСТ 17376-2001
Тройники сталь 20 ГОСТ 17376-2001 -
 Переходы ГОСТ 17378-2001 стальные приварные
Переходы ГОСТ 17378-2001 стальные приварные -
 Тройники SW ASME B16.11
Тройники SW ASME B16.11 -
 Тройники AISI 304 ГОСТ 17376-2001
Тройники AISI 304 ГОСТ 17376-2001 -
 Отводы AISI 316L
Отводы AISI 316L -
 Тройники ГОСТ 17376-2001 бесшовные приварные
Тройники ГОСТ 17376-2001 бесшовные приварные -
 Отвод стальной 180 градусов
Отвод стальной 180 градусов -
 Трубные доски теплообменника
Трубные доски теплообменника -
 Фланцы ГОСТ 12822-80 стальные свободные на приварном кольце
Фланцы ГОСТ 12822-80 стальные свободные на приварном кольце -
 Тройник фланцевый
Тройник фланцевый -
 Переходы концентрические стальные
Переходы концентрические стальные -
 Фланцы воротниковые
Фланцы воротниковые









